PROCESO DE ESMERILADO
ESMERILADO
El esmerilado es el primer paso en la eliminación mecánica de material.
Un esmerilado adecuado elimina el material de la superficie dañado o deformado, a la vez que limita la cantidad de deformación adicional en la superficie. El objetivo es lograr una superficie plana con un daño mínimo que se pueda eliminar fácilmente durante el pulido, empleando el mínimo tiempo posible.
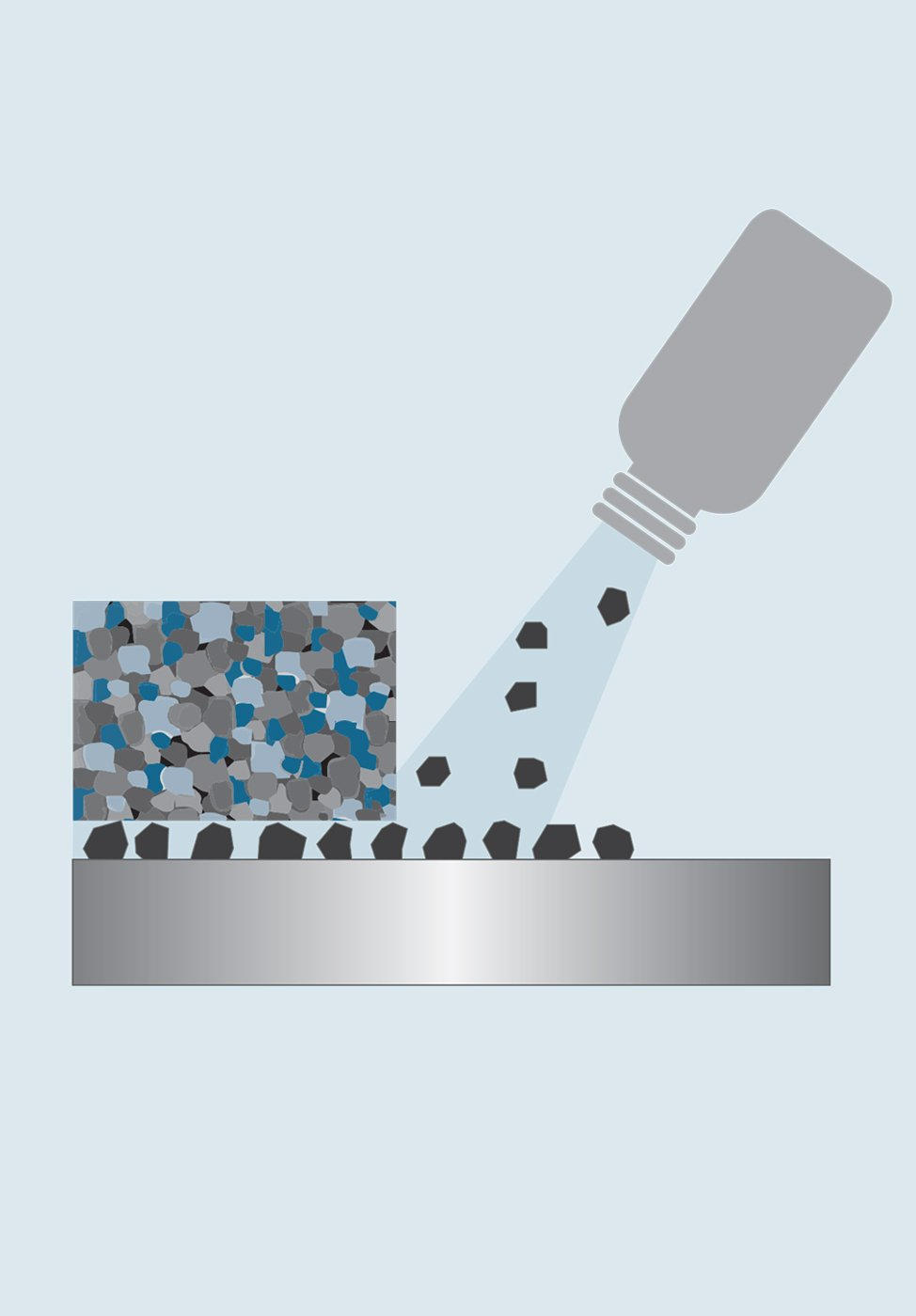
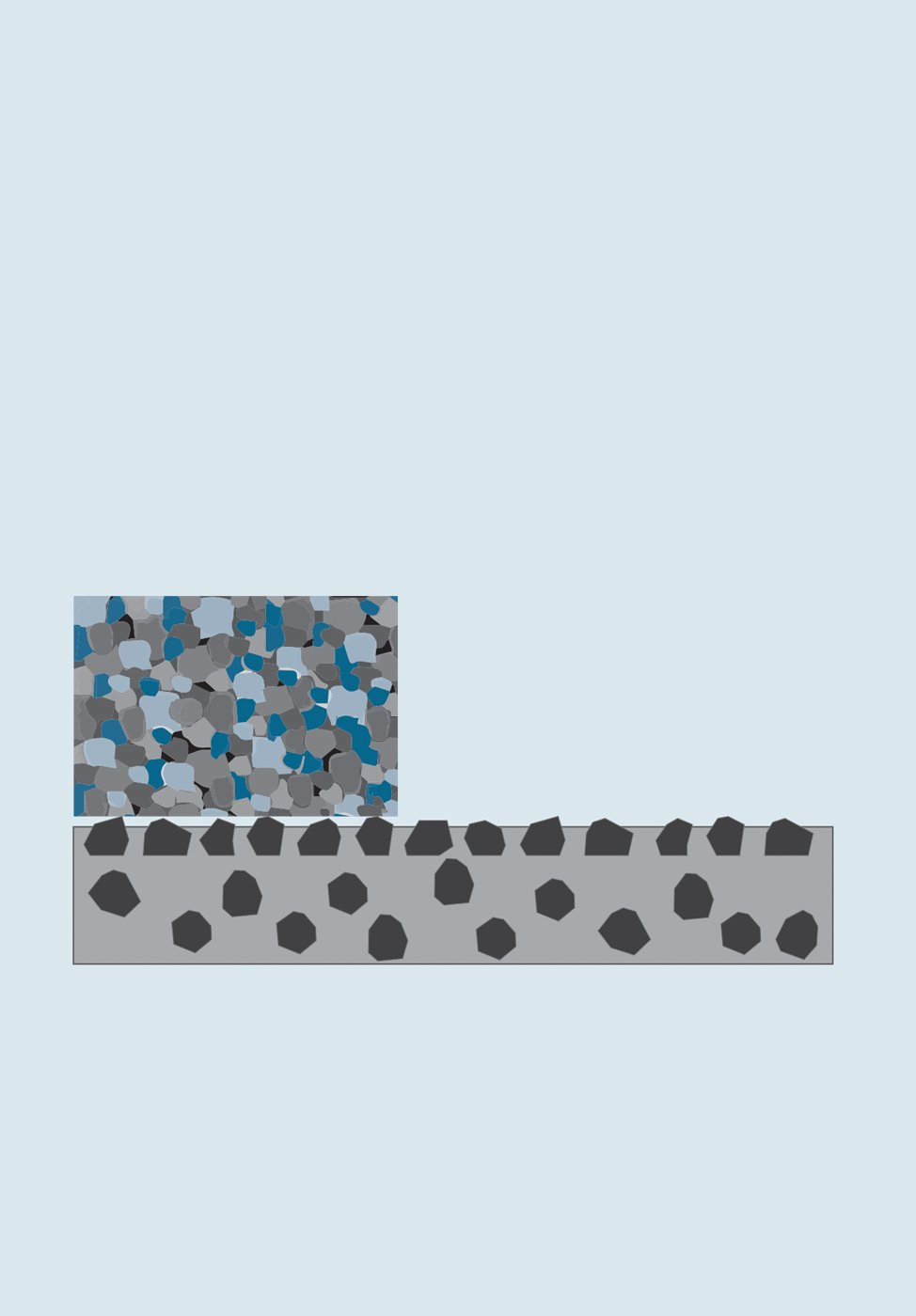
El esmerilado elimina el material utilizando partículas abrasivas fijas que producen virutas del material de la muestra (véase a continuación). El proceso de creación de virutas con un grano abrasivo cortante produce una deformación mínima en la muestra a la vez que logra una elevada tasa de eliminación.
Las tres posiciones del grano abrasivo sobre la superficie en un estado fijo son:
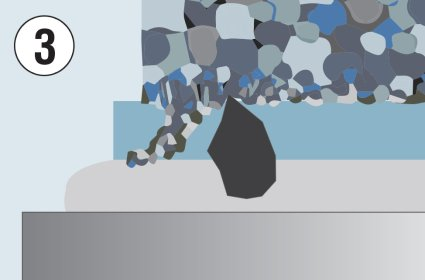
Posición 3: El grano pasa sobre la superficie de la muestra, arañándola con una deformación relativamente pequeña en el material de la muestra.
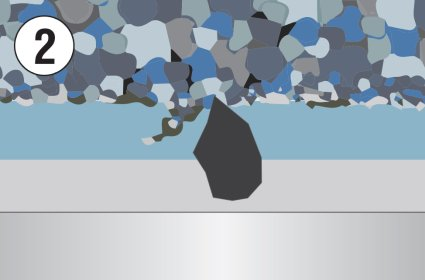
Posición 2: El grano se queda a mitad de recorrido y la viruta va creciendo.
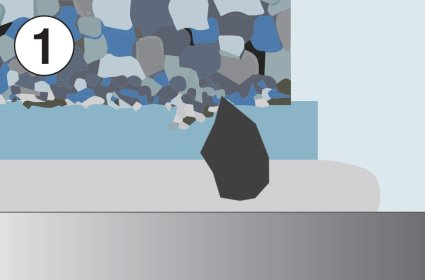
Posición 1: El grano entra en contacto con la superficie de la muestra. El grano se fija completamente en la dirección X; puede que exista movimiento (resiliencia) en dirección Y. La viruta se genera cuando el grano entra en contacto con el material de la muestra.
EL ESMERILADO SE DIVIDE EN DOS PROCESOS:
Esmerilado plano (PG)
Normalmente este es el primer paso en el proceso de esmerilado. El esmerilado plano garantiza que las superficies de todas las muestras sean similares, con independencia del estado inicial y su tratamiento previo. Además, al procesar varias muestras en un soporte, se debe tener cuidado para que todas estén al mismo nivel, o "plano", antes de continuar con el siguiente paso: el esmerilado fino. Para obtener una tasa de eliminación del material alta y constante, tiempos de esmerilado cortos y máxima planicidad, se prefieren los granos totalmente fijos con un tamaño relativamente grande de grano para el esmerilado plano. Las superficies de esmerilado plano adecuadas proporcionarán muestras perfectamente planas lo que reducirá el tiempo de preparación en el siguiente paso de esmerilado fino. Además, algunas superficies pueden ofrecer buena retención de bordes. Durante el desgaste, aparecen nuevos granos abrasivos lo que garantiza una eliminación constante de material.
Esmerilado fino (FG)
El esmerilado fino produce una superficie con poca deformación que se puede eliminar fácilmente durante el pulido. Debido a las desventajas de los papeles de esmerilado, se dispone de superficies compuestas para una esmerilado fino alternativo, a fin de mejorar y facilitar el esmerilado fino. Se puede obtener una tasa de eliminación de material alta utilizando granos de tamaños: 15, 9 y 6 µm. Esto se hace con discos compuestos duros (discos rígidos) con una superficie de un material compuesto especial. Así se permite a los granos de diamante, que se suministran continuamente, incrustarse en la superficie y proporcionar un esmerilado fino. Con estos discos se obtiene una superficie de la muestra muy plana. El uso del abrasivo de diamante en los discos de esmerilado fino garantiza una eliminación uniforme de material, tanto en fases duras como blandas. No se producen aplastamientos en las fases blandas ni virutas en las fases quebradizas, y las muestras conservan una planitud perfecta. Los pasos sucesivos de pulido se pueden realizar en un período de tiempo muy corto.