CREANDO UN PROYECTO
INTRODUCCIÓN
En el área metal-mecánica el ajuste es algo sumamente importante, ya que esto nos ayuda a crear piezas sobre parámetros establecidos así teniendo un control total de la fabricación de una pieza esto se logra utilizando elementos tanto de medición como calibrador de alturas,goniometro ,calibrador, entre otros o también siendo de acabados como limas plana, redonda, media caña,triangular ,bastarda, taladro manual, entre muchas herramientas que nos ayudan en nuestro proceso de fabricación.cabe recordar que todos estos elementos son de precisión y se les debe dar un correcto uso.
para iniciar un proyecto que requiera de ajuste, se deben seguir un orden para ahorrar tiempo y material
determinar el material adecuado para trabajar y cuanto va a ser utilizado
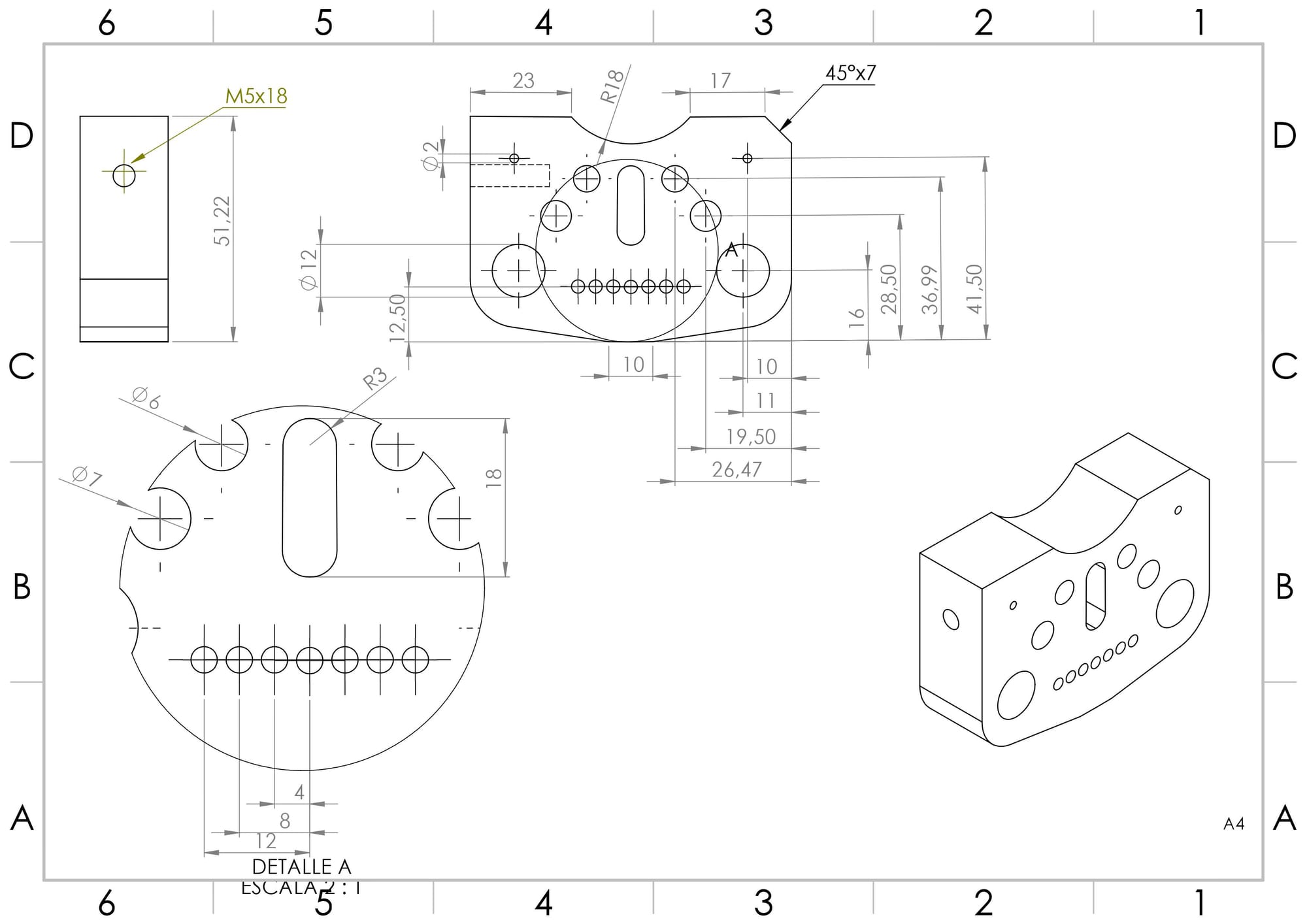
tener los planos de la pieza a realizar
determinar el orden en el cual se va trabajar (ejem: primero cortar y luego taladrar)
determinar las maquinas y herramientas que se van a utilizar( y usarlas de forma correcta)
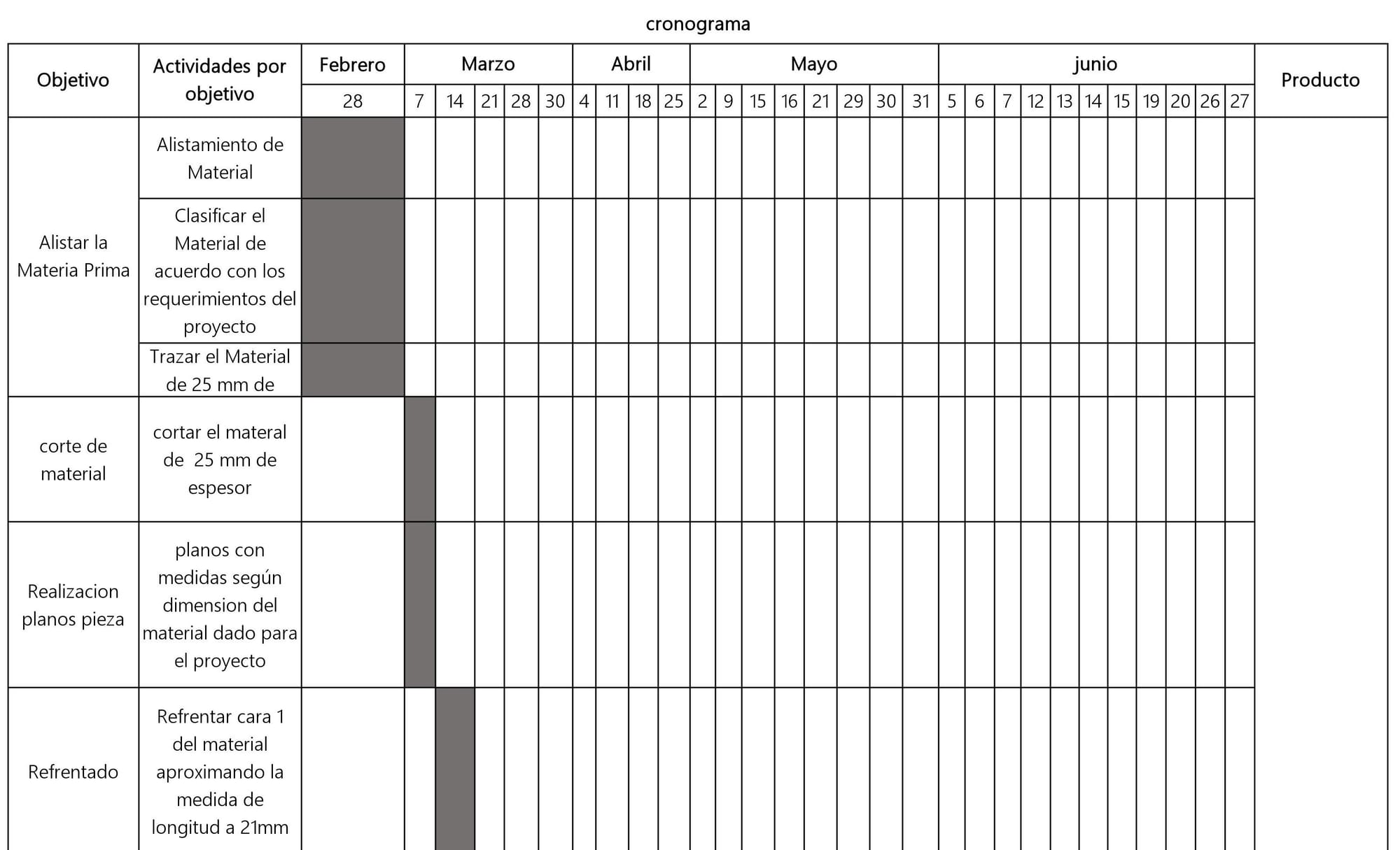
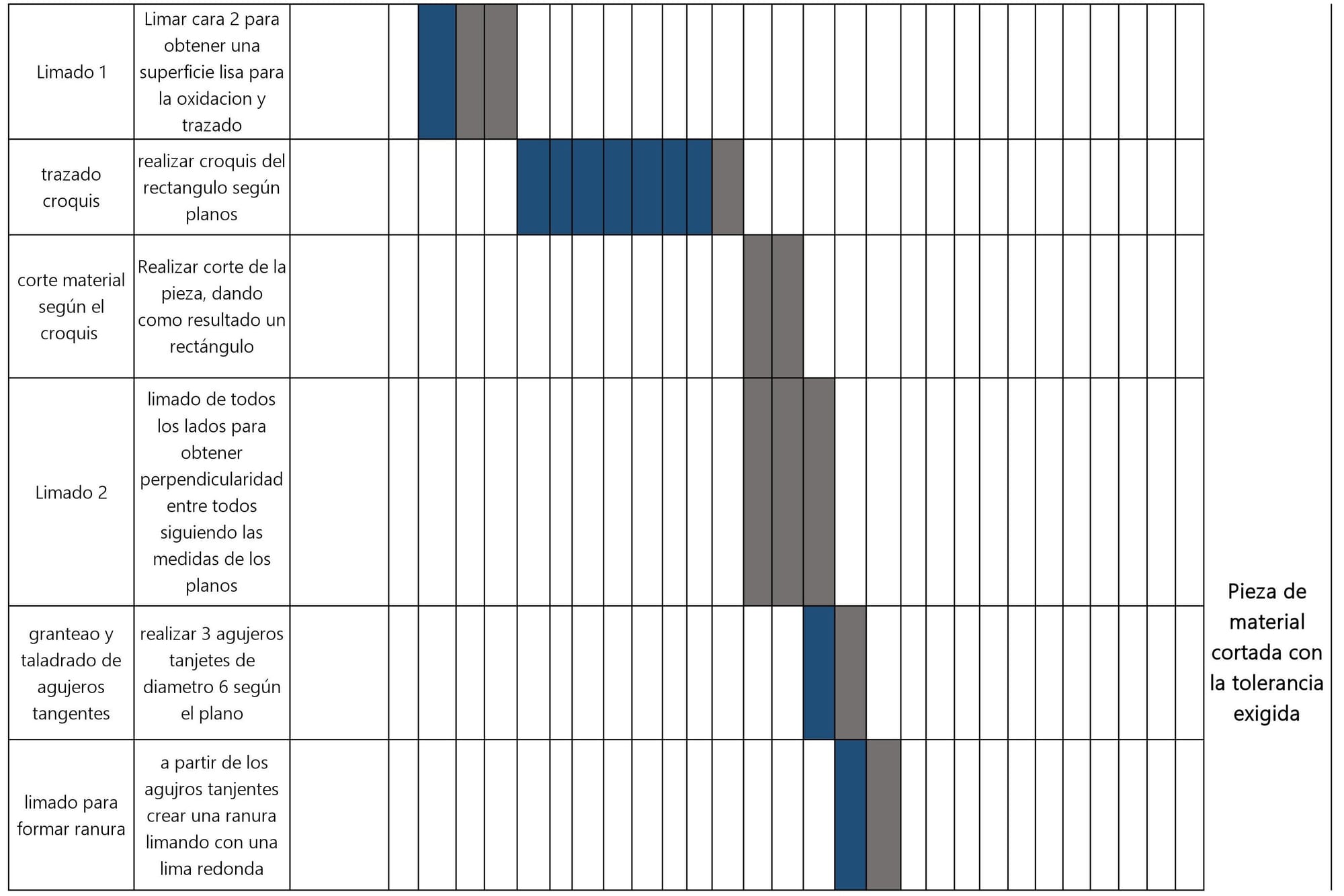
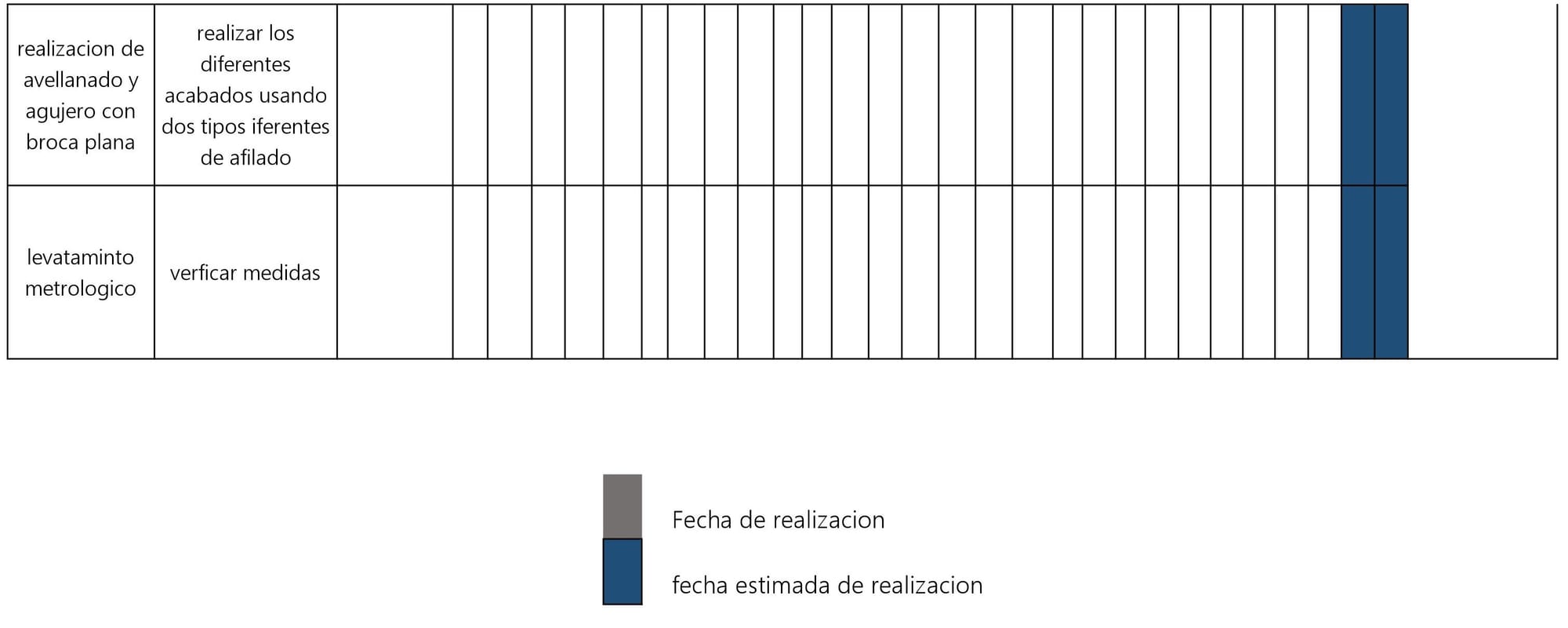
crear un crono grama de pasos a seguir para optimizar el tiempo de trabajo
PLANOS TÉCNICOS
 PROCESO DE FABRICACIÓN
PROCESO DE FABRICACIÓN
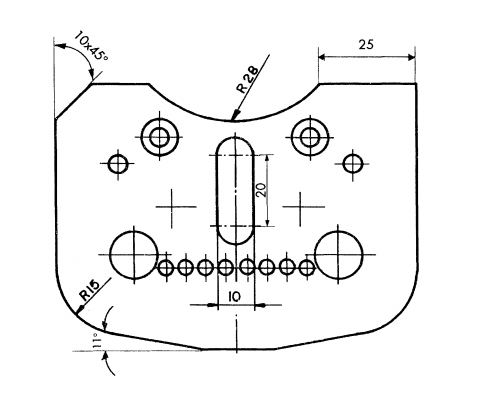
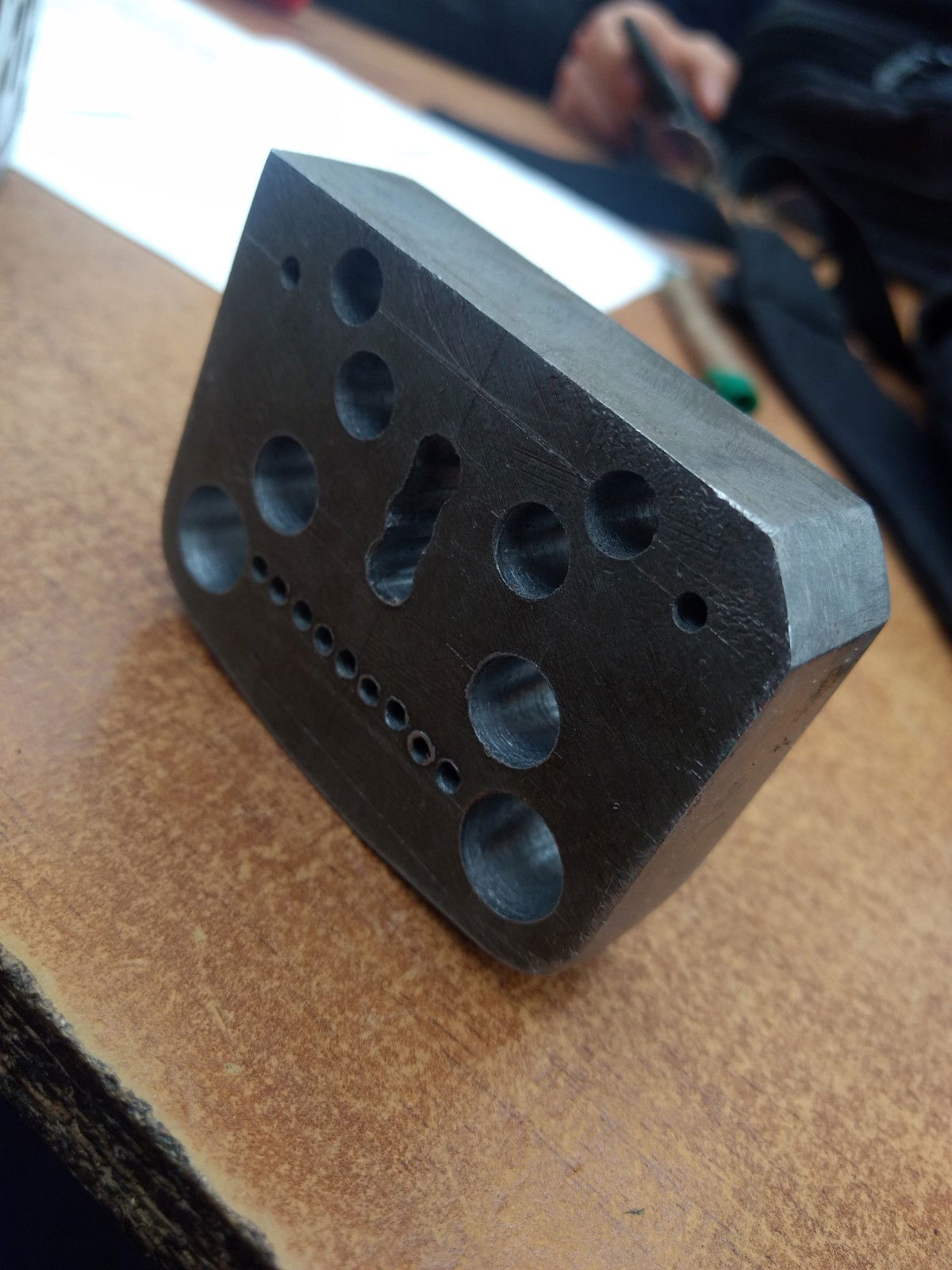
Empezamos a partir de un plano el cual nos fue entregado por el instructor, el cual adaptamos para que coincidiera con el valor inicial que tenia el material a usar(91mm)
 corte y limado del material (lima 4")
corte y limado del material (lima 4")
cortamos con ayuda de una segueta para darle una forma rectangular
 corte de lados con torno
corte de lados con torno
la creación del rectángulo escuadrado puede realizarse manualmente o con la ayuda del torno y la fresadora
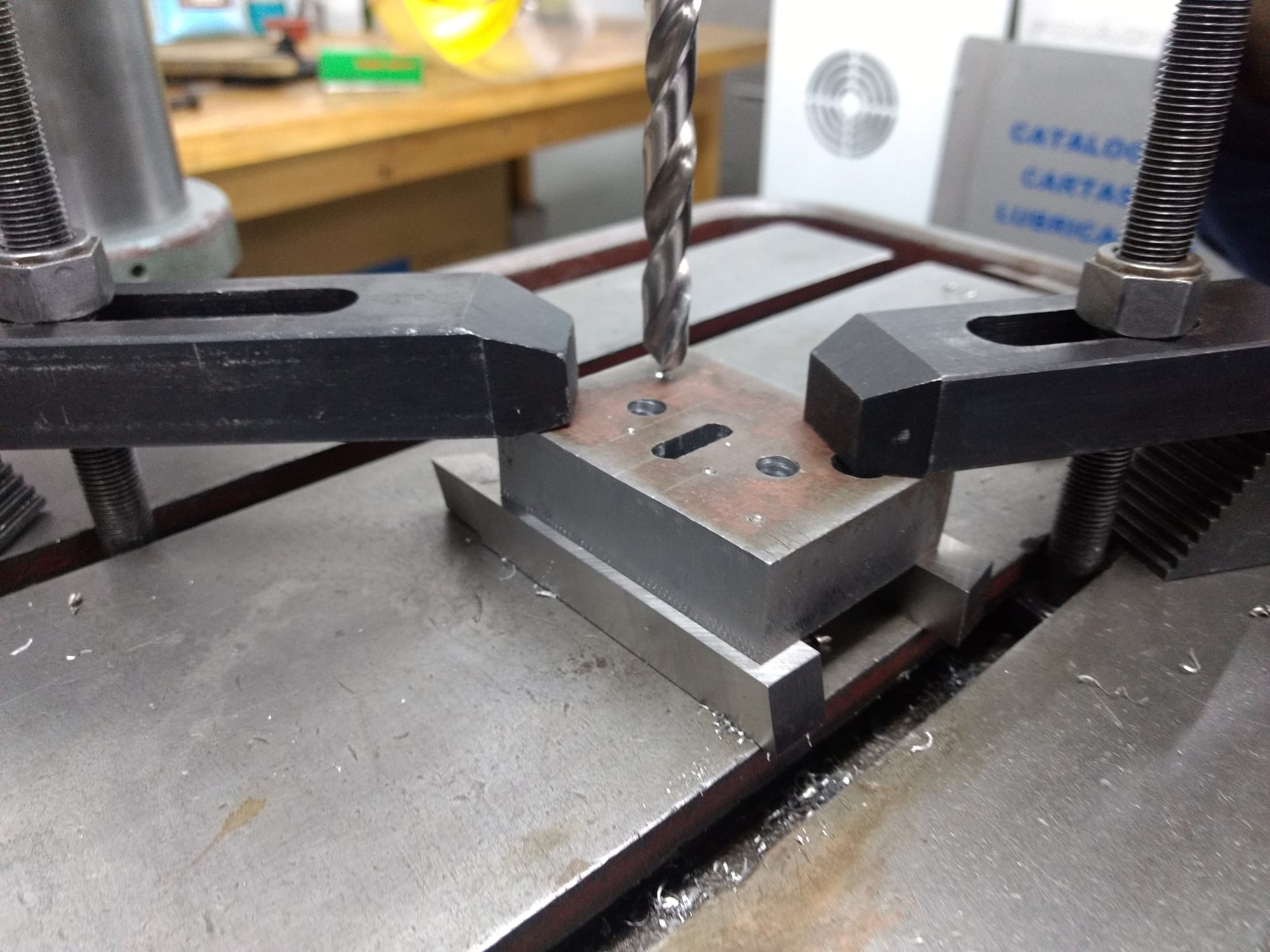
taladrado taladro de arbol
taladro de arbol
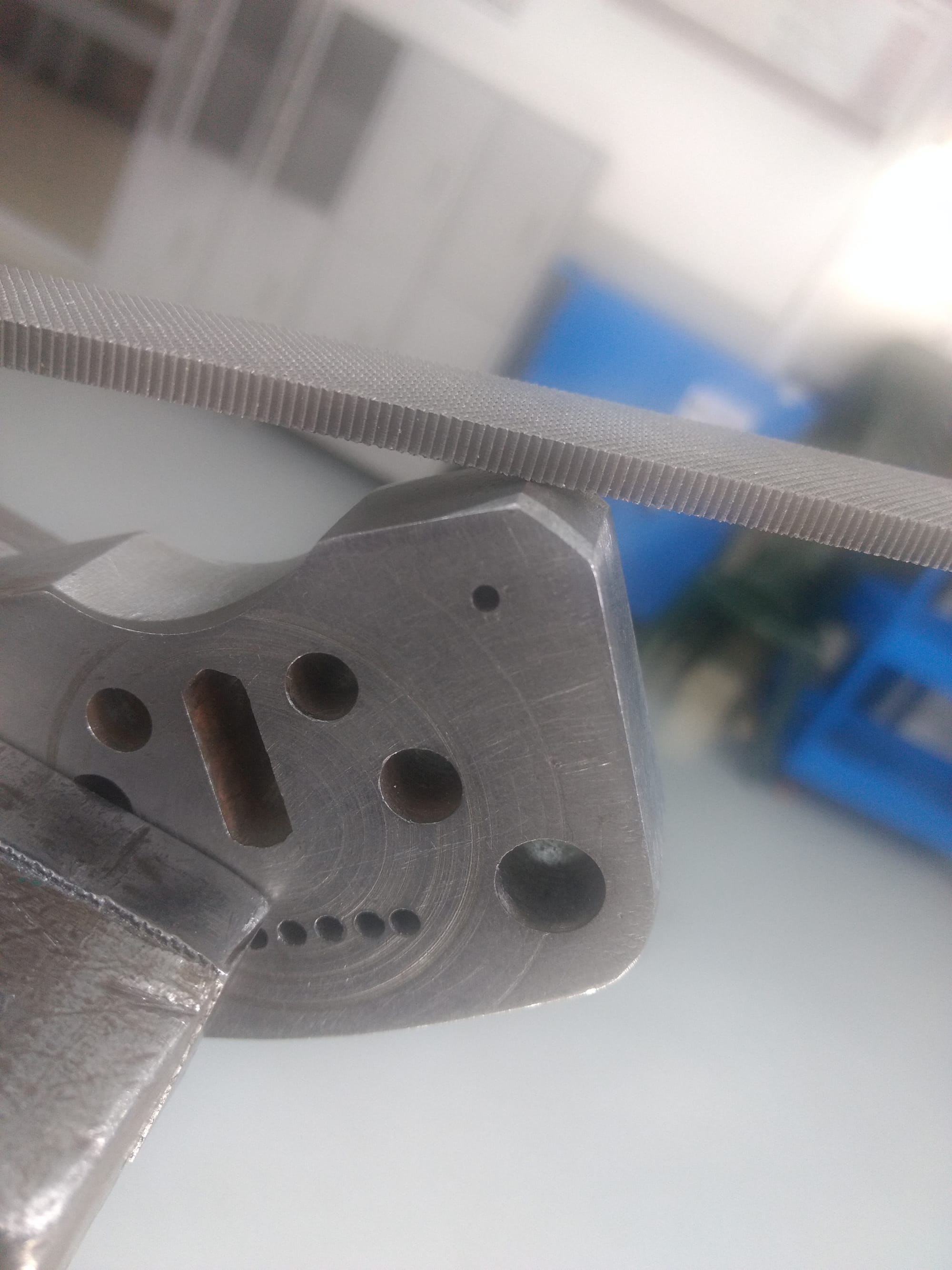
 taladrado agujeros tangentes para ranura
taladrado agujeros tangentes para ranura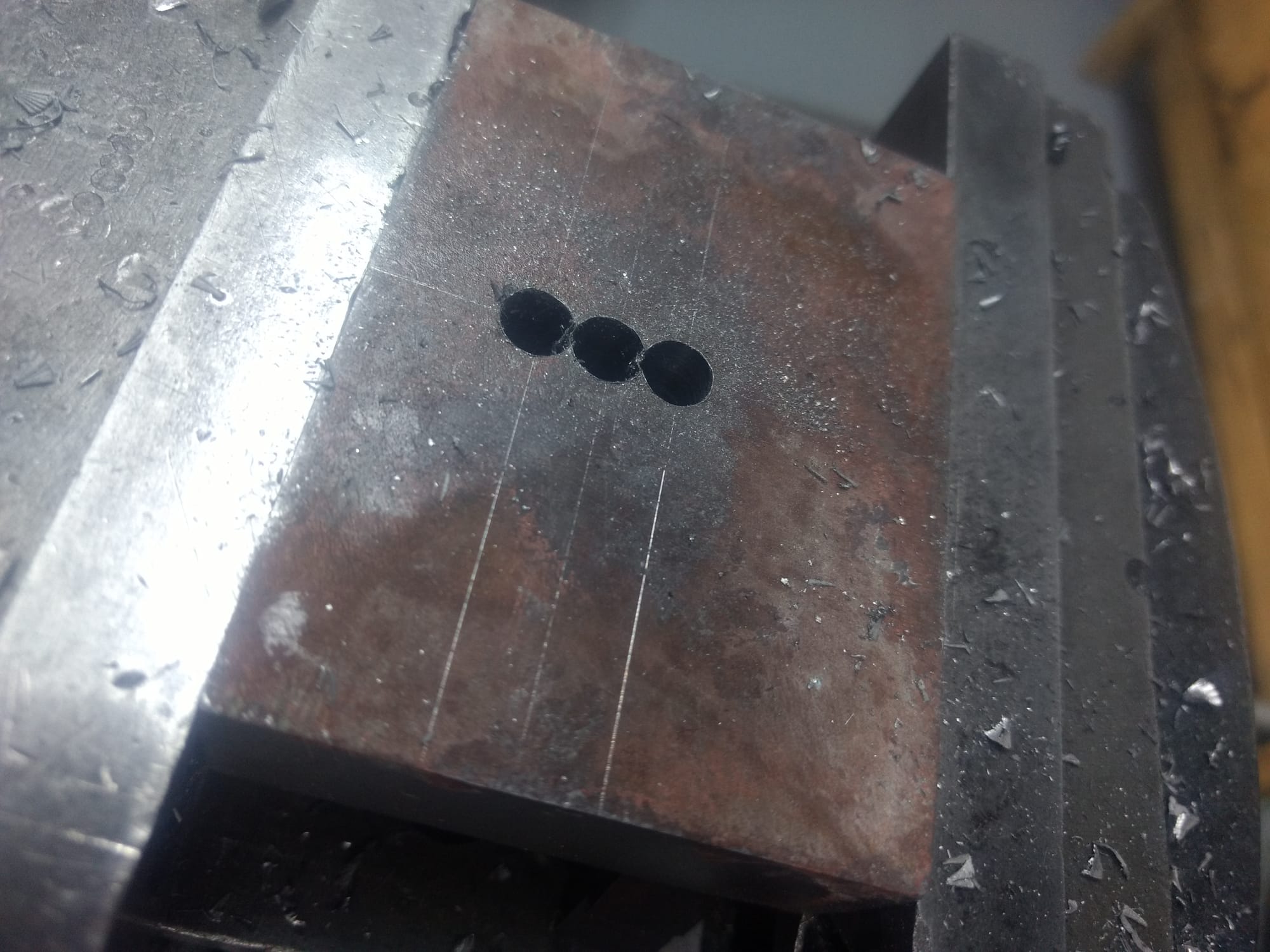
taladramos y luego con una lima circular empezamos a crear la ranura con una lima redonda
 lima redonda de 4"
lima redonda de 4"
Agujeros simétricos
 taladrado agujeros simétricos
taladrado agujeros simétricos
Agujeros equidistantes
Realizamos el taladrado de los agujeros equidistantes luego de marcar su centro con una broca para centros
 pieza montada en la fresadora para hallar centros de los círculos por medio de coordenadas
pieza montada en la fresadora para hallar centros de los círculos por medio de coordenadas
 agujeros equidistantes 3mm diámetro
agujeros equidistantes 3mm diámetro
 broca para marcar centros
broca para marcar centros
realización chaflán 45°x 7
se realiza ubicando la pieza en una ángulo similar a 45° luego se lima con una lima plana bastarda o fina hasta llegar a la medida que se necesita
SEMICIRCUNFERENCIA
se realiza haciendo tres agujeros tangentes y de hay se paso a hacer un corte en v y seguidamente a limar con una lima bastarda para tener la forma deseada
 limado con lima media caña
limado con lima media caña
 lima media caña 4"
lima media caña 4"
bordes externos con diámetro 22 mm y angulo de 8°
 pieza con un lado sin redondeo y uno con redondeo
pieza con un lado sin redondeo y uno con redondeo
este redondeo se logra poniendo la lima de forma plana sobre la pieza realizando un movimiento de vaivén de arriba hacia abajo
realización de machuelo M5 al costado de la pieza
 machuelo roscado M5*18
machuelo roscado M5*18  juego de machuelos
juego de machuelos
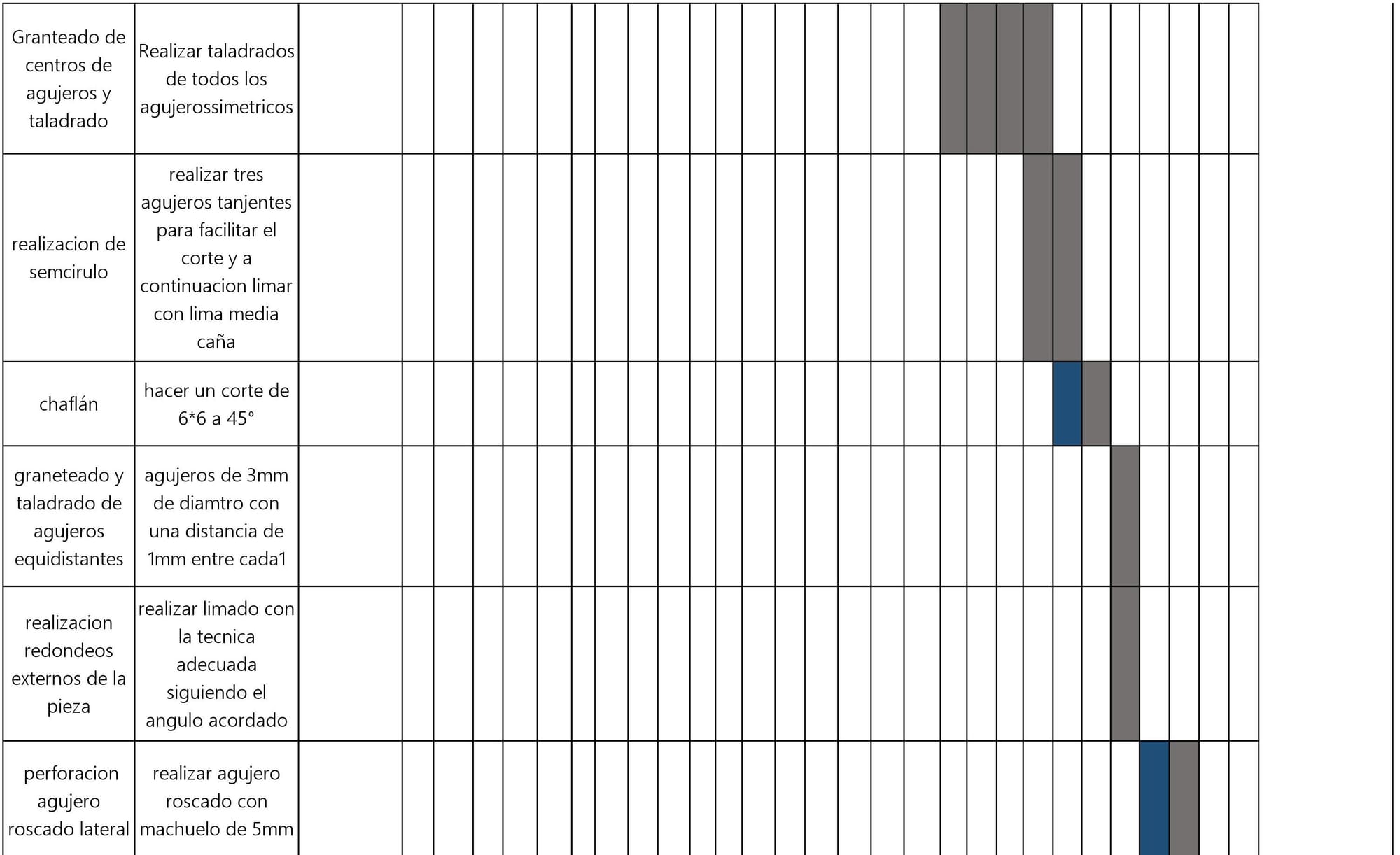
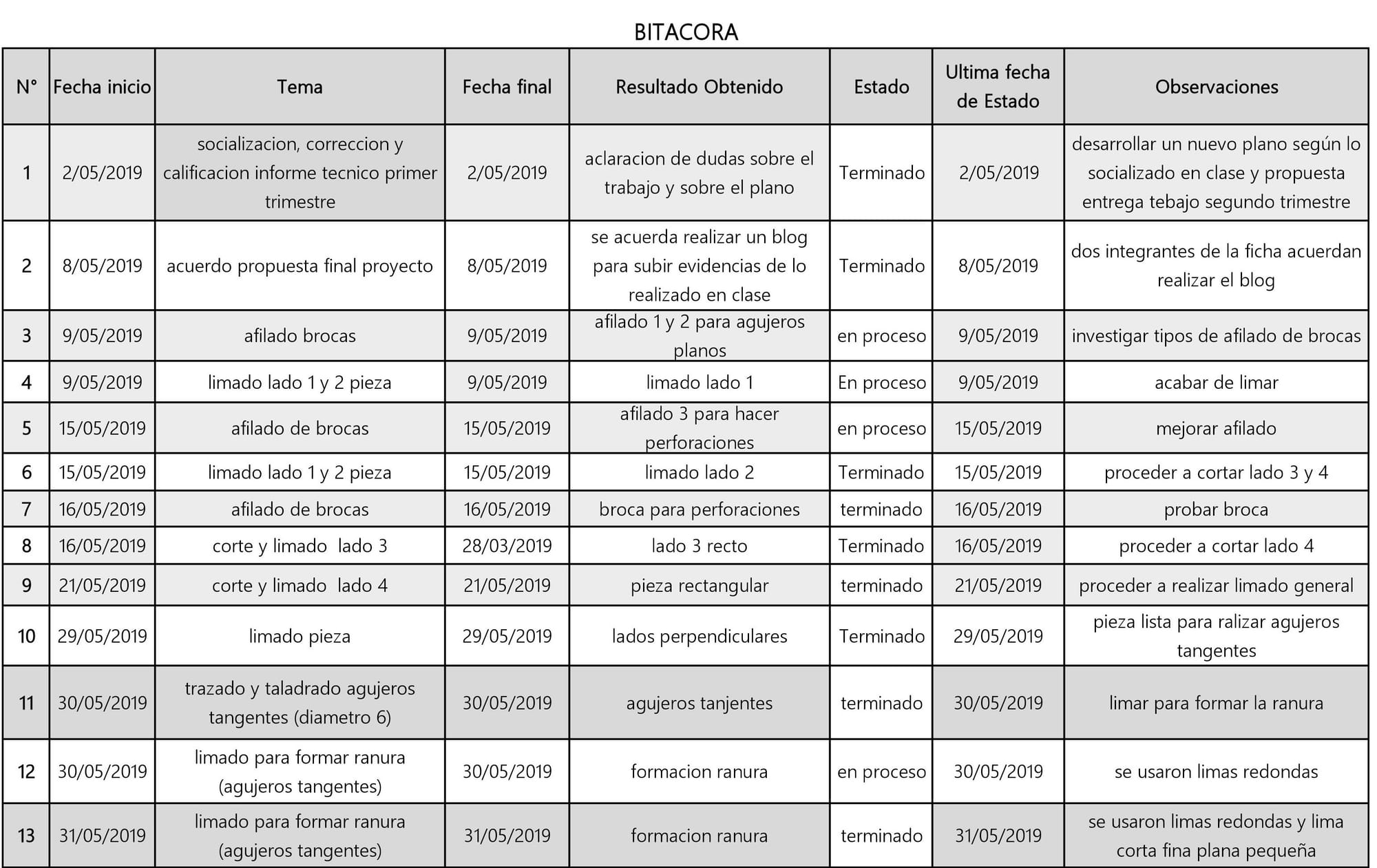
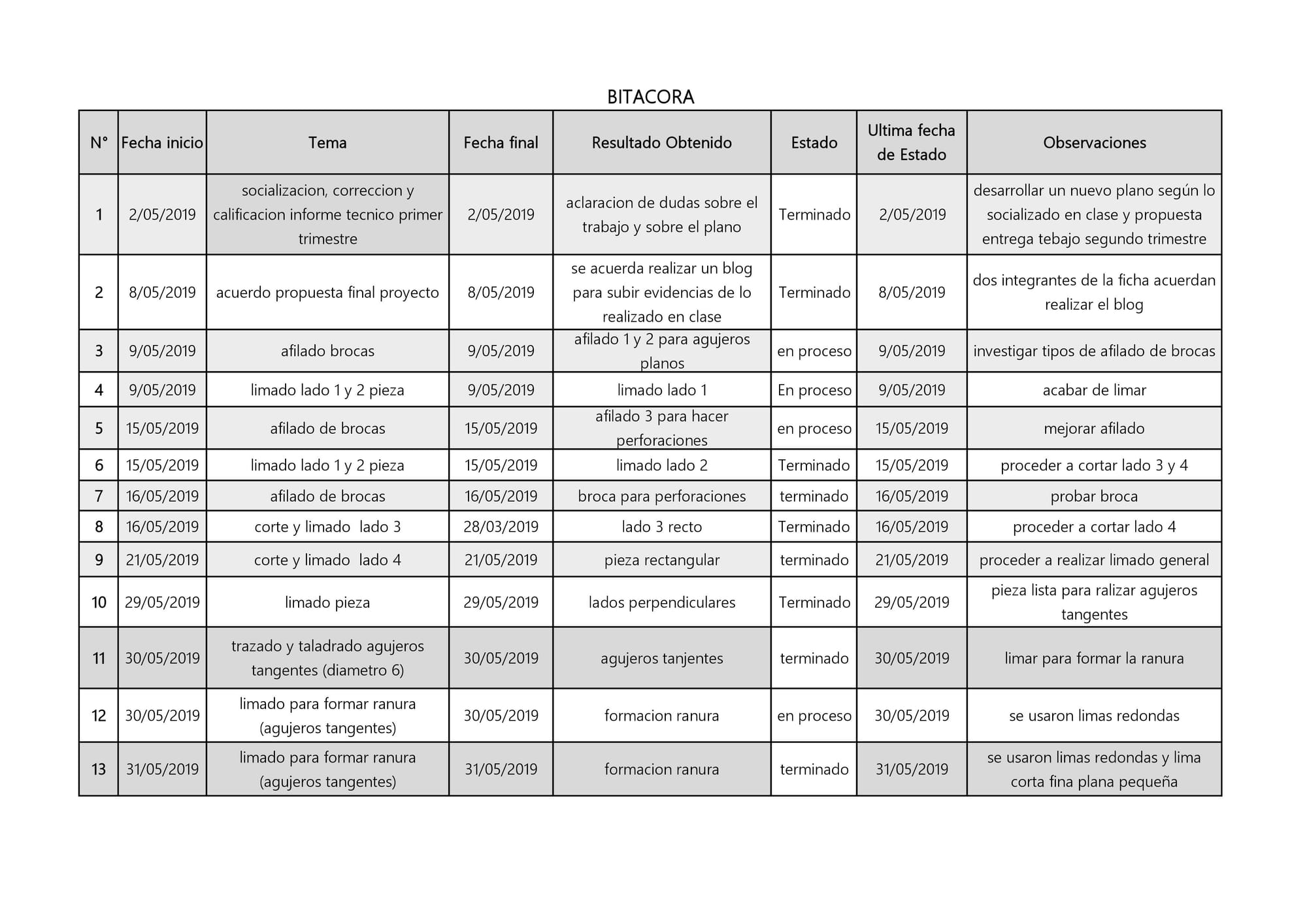
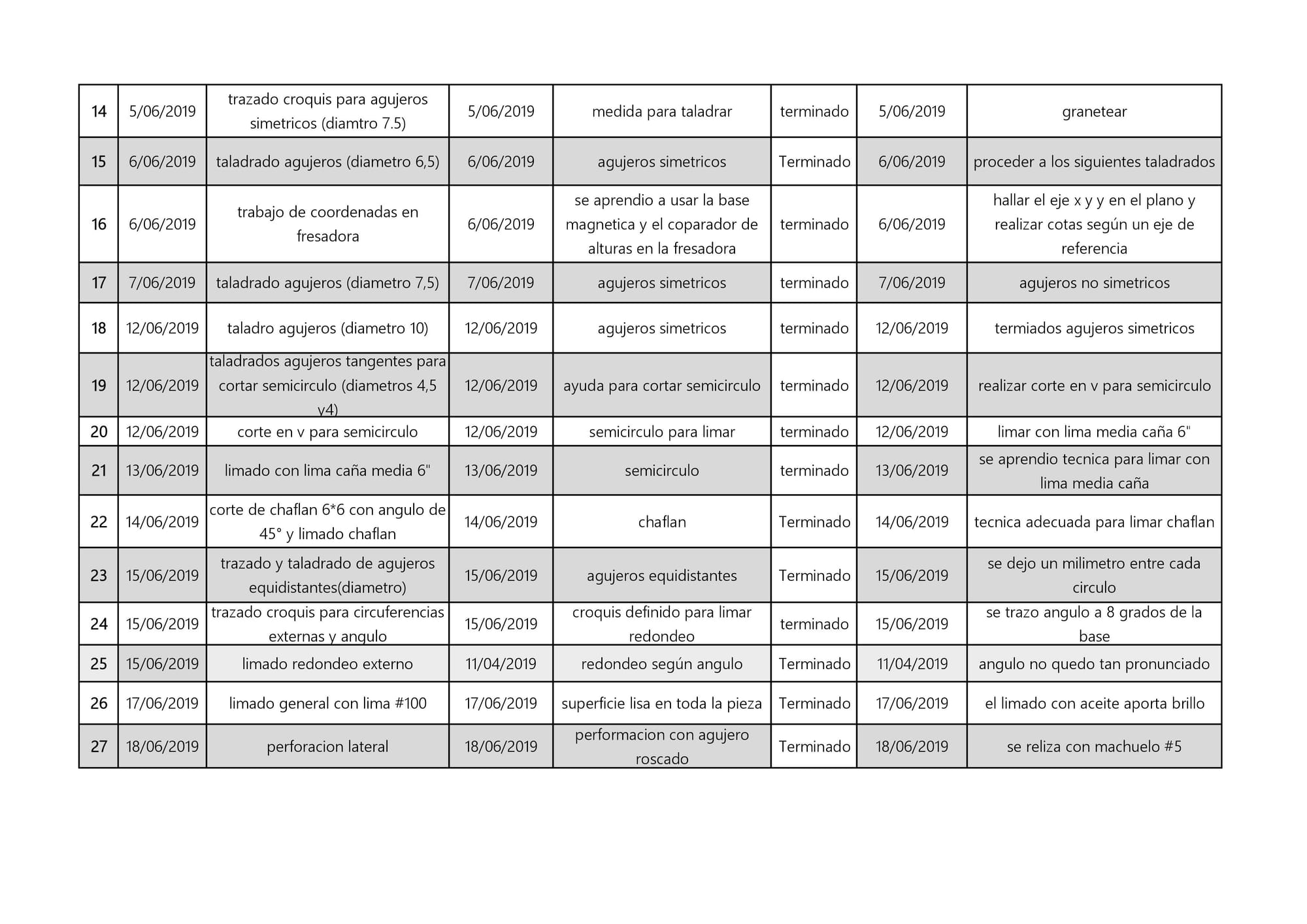
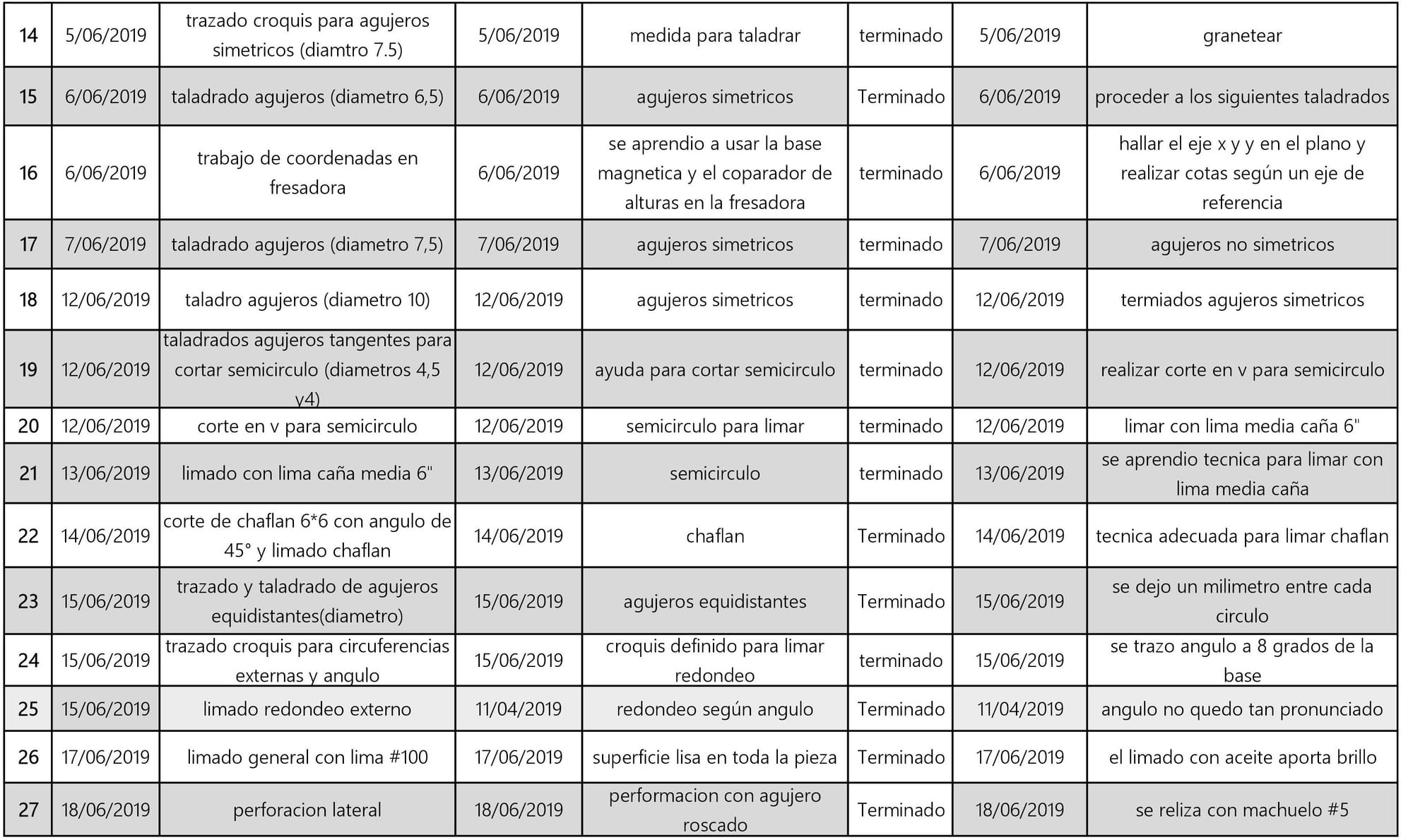 la bitácora ayuda a tener un seguimiento de lo realizado en el taller
la bitácora ayuda a tener un seguimiento de lo realizado en el taller
CONCLUSIONES
A lo largo del tiempo transcurrido en la fabricación de la pieza note que algunos errores de la pieza se deben a que a la hora de hacer por ejemplo una perforación esta debe tener cierta preparación para que quede bien y evitar por ejemplo que se nos corra la pieza ,romper una broca, que nos quede un circulo descentrado entre otros ,entonces todo lo que vamos a realizar en el taller debe tener una previa preparación pensar, como lo vamos a hacer con que lo vamos hacer , buscar la herramienta adecuada , usar la técnica adecuada y hacerlas cosas técnicamente hablando correctas
otra observación es el tiempo transcurrido en la realizar del proyecto tenemos que ser muy constantes y apoyarnos en el crono-grama para hacer las diferentes actividades a tiempo y cuando se estimaron su realización,así vamos obtener y ver resultados muy rápido.
la creación de nuestro proyecto depende de muchos factores hacer una planeación crear un crono grama organizar nuestro tiempo ser constantes en nuestras actividades ,saber usar los equipos y saber las técnicas para usar las herramientas de una manera correcta. todo esto nos va garantizar que nuestro proyecto este a tiempo
Realización pieza 2

esta pieza se realiza después de obtener un mal resultado con la primera, se propuso realizarla continuamente con la primera ,sin interrumpir el proceso de mis compañeros, ya que era algo extra de la clase,se realizo todo el proceso ,como la realización del plano, los cortes el taladrado etc.
esta pieza se realizo con la ayuda de la fresadora y el torno para poder encuadrarla y hallar las coordenadas de los centros de los círculos.
 pieza dos faltante redondeo
pieza dos faltante redondeo
 redondeo(8°)
redondeo(8°)
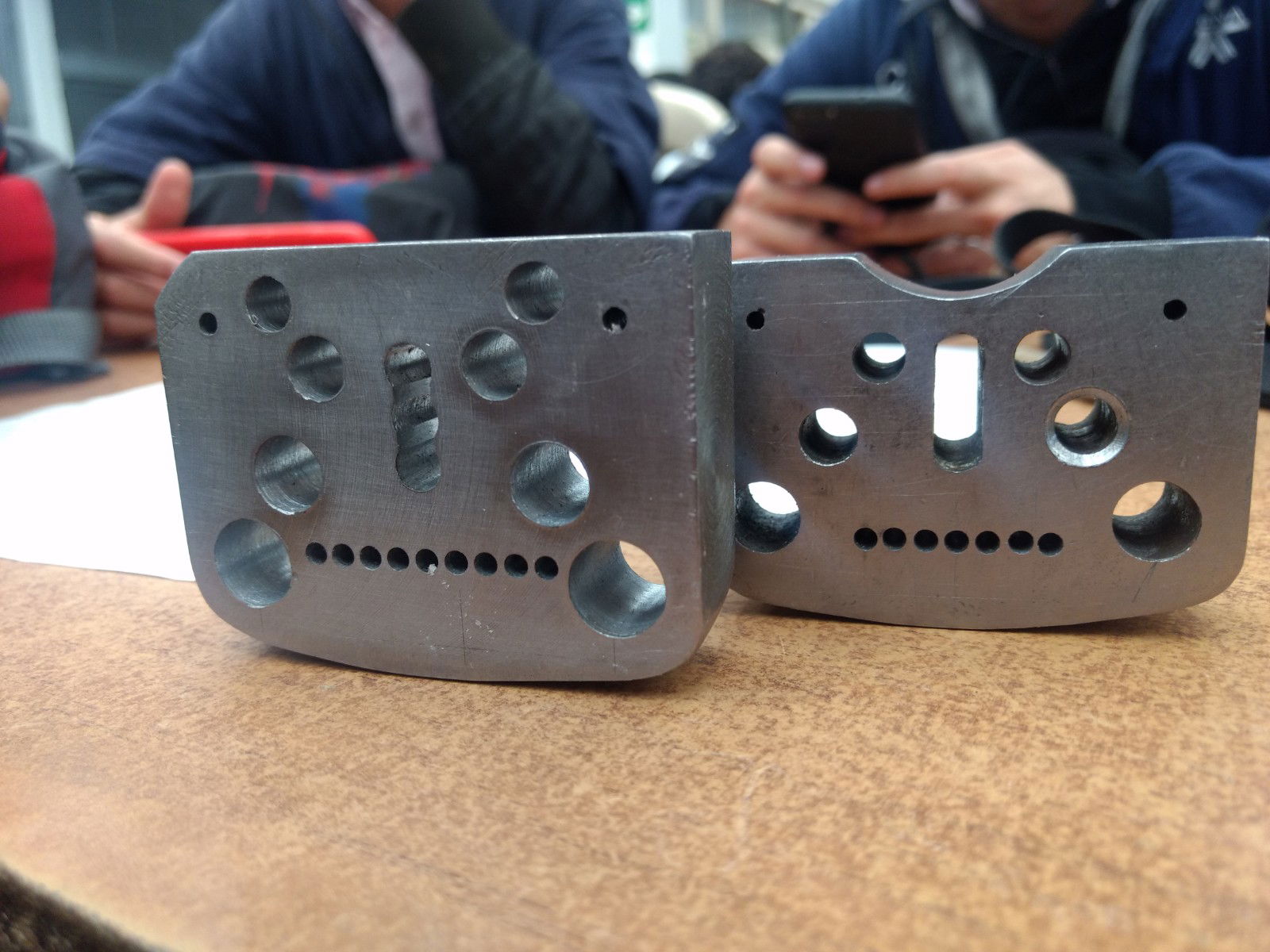 comparación frontal pieza 1 y pieza dos
comparación frontal pieza 1 y pieza dos
 comparación pieza 1 y pieza 2
comparación pieza 1 y pieza 2
conclusión
la pieza dos se realizo sin seguir un crono grama ya que se tomo como referencia el de la pieza 1.
Al realizar las dos pieza cada una con diferentes métodos, podemos llegar a la conclusión de que podemos apoyarnos en las maquinas como la fresadora y el torno, para obtener resultados en mas corto tiempo y con una mayor precisión. esto se evidencia en las bitácoras ya que la pieza 1 tomo 5 meses realizarla y la pieza dos tomo solo 1
el rendimiento del trabajo se basa también en la constancia de las horas destinadas para a realizar el producto


